带式输送机习惯上称为皮带运输机,是目前连续运输机械中应用最广泛的一种机械。它不仅可以用来运输细散的块粒物料,而且能运送成件的物料。它可以按水平方向运送,也可以是按一定斜度运送物料的运输设备。
一、构造和工作原理
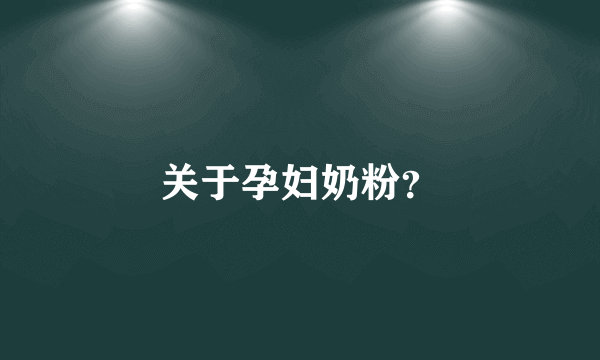
带式输送机主要由闭合的输送带5、驱动装置(图中未示出)、传动滚筒3、改向滚筒7、托辊4和11、拉紧装置8以及加料和卸料装置组成,如图9-3所示。物料经加料装置从输送机的一端加入,随着输送带的前进,就把物料带到卸料地点卸下,以完成物料的运送工作。
图9-3带式输送机示意图
1-头架;2-头罩;3-传动滚筒;4-上托辊;5-输送带;6-加料漏斗;7-改向滚筒;8-拉紧装置;9-尾架;10-中间架;11-下托辊
带式输送机各组成部分分述如下:
1.输送带
输送带与一般传动用的胶带不同,因为输送带通常比较长,需要有较高的强度,同时由于要与被输送的物料接触,必须有足够的耐磨性,带式输送机常用的为橡胶带。
橡胶带内部有数层帆布作带芯,层与层之间用橡胶粘合,上下两面和左右侧面另覆以橡胶保护层。橡胶带的上面为工作面,要与物料接触,橡胶保护层较厚。下面为非工作面,橡胶保护层较薄,使用时注意不要弄错。
帆布带芯是橡胶带承受拉力的主要部分。输送带愈宽,承受的拉力愈大,层数也愈多。但是选择帆布层太多的胶带也不太合适,因帆布层愈多,输送带的横向柔韧性减少,输送带不能与支承它的槽形托辊平服地接触,这样,就可能使输送带走偏,把物料倾倒出来。常用橡胶输送带的带宽和帆布层数如表9-2所示。
表9-2橡胶输送带的宽度和带芯帆布的层数
根据输送带所承受的最大拉力,可按下式计算输送带的帆布的层数:
非金属矿产加工机械设备
式中i——帆布层数;
Smax——输送带的最大拉力(N);
B——输送带的宽度(cm);
kp——每层帆布每厘米宽度的抗拉强度,通常kp=550~650(N/cm);
k——抗拉强度安全系数,见表9-3。
表9-3随帆布层数而定的带子的安全系数
橡胶层的作用,一方面是保护帆布层不致受潮腐烂,另一方面是防止砂石对帆布的摩擦作用,因此橡胶层的厚度随工作面及非工作面不同而有所不同。非工作面橡胶层厚度为1~1.5mm,工作面橡胶层的厚度为1~6mm。选择时视所运送物料的重量、重度、颗粒大小、硬度及尖棱程度,以及橡胶性能和皮带运转速度等因素所决定。一般情况下选用1.5~3mm厚的橡胶层。
输送带接头方式有钩卡接头和硫化胶接头两种,用钩卡连接,其强度较低,只有胶带本身强度的35%~40%,硫化胶接头的强度可达胶带本身强度的85%~90%,故一般应采用硫化胶接头,只有在没有条件采用或要求检修时间短的场合,才使用钩卡连接。
2.驱动装置
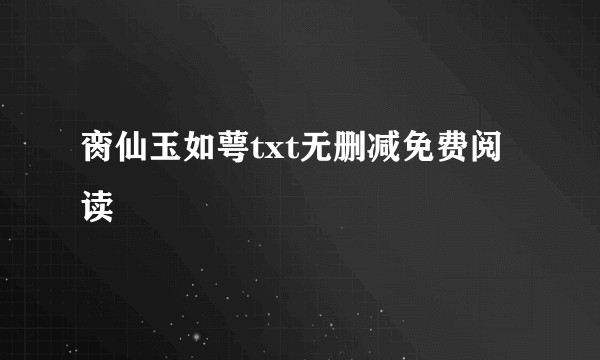
驱动装置如图9-4所示。它由电动机、减速器、联轴器及护罩组成。电动机与减速器的联接通常采用弹性联轴器,减速器与滚筒的联接采用十字滑块联轴器。它是输送机的动力来源。
3.滚筒
带式输送机两端的轮子称为滚筒,一般情况下,原动力经减速机传至卸料端的滚筒上,此滚筒旋转后,借摩擦力作用传至绕在它上面的橡胶带,于是输送带随之运行,该滚筒又称主动轮。另一滚筒仅作胶带的拉紧和改变运动方向之用,故称从动轮。
图9-4驱动装置
1-电动机;2、4-联轴器;3-减速器
滚筒一般是空心的,常用生铁铸成,也可用钢板焊接制成。
按照轮周的形状,可将滚筒分为圆柱形和突起形。轮周上作出突起的目的是为了在运动时保持带子的中心位置。突出部分的突起量,为滚筒中部的半径和边缘半径的差值,通常取轮子宽度的0.5%,但不小于4mm。
为了增加主动轮和皮带间的摩擦力,有时在轮的外面包上橡皮或木条。
滚筒的宽度应较输送带的宽度大100~200mm,其直径D决定于胶带内帆布的层数i,则
非金属矿产加工机械设备
式中D——滚筒直径(mm);
i——胶带帆布层数;
k——比例系数。通常,对主动轮:k=125~150(当i=2~6时,k=125,当i=8~12时,k=150);对于从动滚筒:k=100~125。
计算后应根据标准选用。
4.托辊
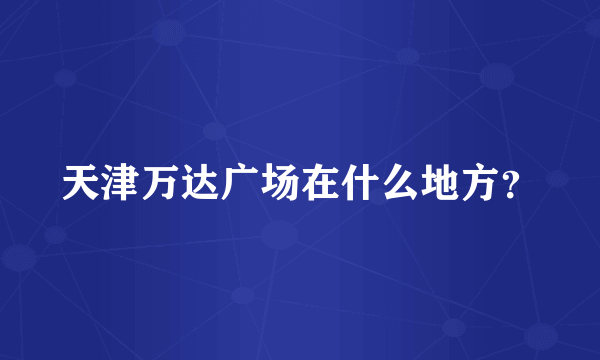
由于带式输送机的长度较长,如两端只有滚筒支承而中间悬空,则因胶带本身重量及运载物料的重量,必迫使胶带下垂,甚至可能将胶带拉断。所以,必须在带的下面装设若干托架来限制带的垂度。托辊一般情况下以托架支承。上托辊有槽形和平形两种。输送散状物料时一般采用槽形托辊,输送成件物品时则采用平形托辊。如作为单机之间半成品的运送设备,为了防止输送带上半成品由于颠簸而损坏,可以用平形或槽形的托辊来支承。槽形托辊常用的为三节式,其槽角为30°。下托辊为平形,如图9-5所示。
对于输送距离较长的输送机,为防止和消除输送带跑偏的现象,可选用自动调心托辊。在承载段,一般每隔10组托辊设置一组调心托辊,在空载段,每隔6~10组托辊设置一组调心托辊。
托辊的直径根据带宽决定,可从表9-4查出。
托辊可用生铁铸成,亦可用钢管制成,现在也有用塑料制成,托辊两端内镶以轴承,多数选用滚珠轴承,在载荷极大的工作条件下选用滚柱轴承。
图9-5托辊
1-输送带;2-三节式槽形托辊;3-平形托辊
表9-4带宽和托辊直径的关系以及托辊的主要规格
托辊的直径D随输送带宽度而变,对于宽度B=500~800mm的带,D=89mm;对于B=800~1400mm的带,D=108mm。托辊间的距离与输送带宽度,与被运送物料的密度有关(见表9-5)。对于空回托辊间的距离一般取2.5~3.5m,对于重量在25kg以内的成件物品,承受载荷的托辊间距取1.0~1.4m,对于重量在25~80kg,则托辊间的距离为0.4~0.5m。
5.张紧装置
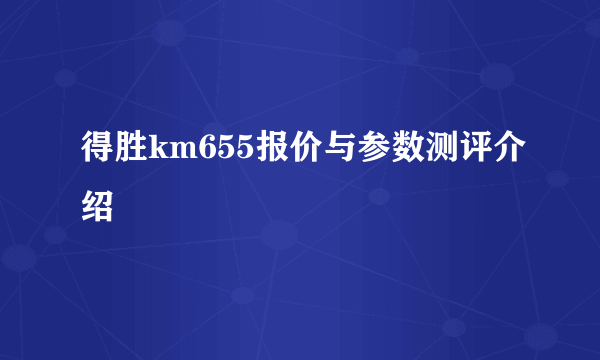
张紧装置的作用是给输送带以一定的张力,防止输送带与传动滚筒之间打滑,并可减少输送带在两组托辊间的垂度。张紧装置通常装在从动滚筒一端。张紧装置有螺旋式,水平重锤式、垂直重锤式、液压式、卷扬绞车式等。前三种应用较多。如图9-6所示。
表9-5运送物料其托辊的最大距离 图9-6张紧装置示意图
(a)垂直式拉紧装置:1-输送带;2-改向滚筒;3-重锤(b)螺旋式拉紧装置:1-输送带;2-改向滚筒;3-螺杆(c)车式拉紧装置:1-输送带;2改向滚筒;3-小车;4-钢丝绳;5-滑轮;6-重锤
螺杆式张紧装置如图9-6(b)所示,由调节螺杆和导架等组成。旋转螺杆即可移动轴承座沿导向架滑动,以调节带的张力。螺杆应能自锁,以防松动。这种装置的行程一般按输送机长度的1%选取,有500mm和800mm两种。这种装置紧凑轻巧,但不能自动调节,须经常由人工调节。它适用于长度较短(<8mm)、功率较小的输送机上。
小车坠重式张紧装置如图9-6(c)所示。一般装在输送机的尾部,通过坠重曳引拖动滚筒来达到张紧目的。这种张紧装置用于输送机较长(50~100m)、功率较大的情况。其缺点是工作不够平稳。
垂直坠重式张紧装置如图9-6(a)所示。通常装在靠近驱动滚筒绕出边处,适用于采用车式张紧装置有困难的场合,优点是利用了空间位置,便于布置。缺点是改向滚筒多,而且物料容易掉入输送机与张紧滚筒之间而损坏输送带。特别是输送潮湿或粘性较大的物料时,由于卸料不干净,这种现象更为严重。
6.加料装置
图9-7加料漏斗
1-挡板;2-漏斗;3-筛板
图9-8犁式卸料器
1-输送带;2-料斗;3-刮板;4-托辊
为了将物料均匀地加到输送带上,常常采用加料漏斗和各种给料机进行加料。加料漏斗出口的倾角(图9-7)应根据物料的自然休止角和输送带速度决定,一般为25。~45°。在加料漏斗的出口端,最好制成一段筛板,这样可使物料中的细粉预先从筛孔中漏到输送带上,在带上形成一层细粉衬垫,避免大块物料加入时与输送带直接碰击,从而保护了输送带。
7.卸料装置
物料从输送带上卸下有两种不同的情况,一种是终端卸料,另一种是中途卸料。终端卸料无需另装卸料装置,当输送带改向时,物料在重力作用下会自动卸下。中途卸料的卸料装置有犁式卸料(或刮板卸料器)和电动卸料车两种。
犁式卸料器(图9-8)结构简单,造价低廉,缺点是对输送带的磨损比较严重。
电动卸料车(图9-9)装在输送机两侧的轨道上,可沿输送机长度方向移到需要卸料的地点,能满足各种使用要求,但构造复杂,造价较高,同时,输送带多次改向,工作条件差,动力消耗大。
二、主要参数的确定(带式输送机的选型计算)
1.输送能力
带式输送机的输送能力
非金属矿产加工机械设备
式中Q——输送机的输送能力(t/h);
q——输送机单位长度上的载荷量,称为线载荷(kg/m);
v——输送带速度(m/s),一般在1.5~2m/s。
输送散状物料时,输送机的线载荷
图9-9卸料车
1-输送带;2-滚筒;3-料斗;4-钢梯;5-溜管;6-车轮
非金属矿产加工机械设备
式中A——输送带上物料的横截面积(m2);
ρ0——物料的容积密度(kg/m3)。
对于平形输送带,物料在输送带上的横截面积与物料的堆积角γ以及带宽B有关。由图9-10可知,物料横截面的计算面积为
非金属矿产加工机械设备
其中b为物料的堆放宽度,一般取为带宽的0.8倍;γ为物料的堆积角,与物料的性质有关。可参考表9-6的数据。
表9-6物料的堆积角
由于物料落到输送带上不可能很均匀,实际横截面积小于计算值,因此,输送带上实际的横截面积
A=0.16KB2tgγ
式中K——加料不均匀系数,可取K=0.6~0.7。
对于槽形输送带,如图9-11所示。物料横截面的上部为三角形,下部为梯形,梯形的下底一般等于0.4B。设输送带两侧的槽角为30°,取b=0.75B,则横截面的计算面积为
非金属矿产加工机械设备 图9-10平形输送带上物料的横截面
图9-11槽形输送带上物料的横截面
考虑到加料不均匀,使三角形部分的面积减少,输送带上物料实际的横截面积
A=(0.14ktgγ+0.058)B2
合并上面有关各式,可得输送机输送散状物料时的输送能力。
对于平形输送带
非金属矿产加工机械设备
对于槽形输送带
非金属矿产加工机械设备
当倾斜向上输送时,由于重力作用使带上部分物料滑下,输送能力降低,应乘上系数C予以校正。
将式(9-6)、式(9-7)中的系数合并,得到统一的输送能力计算公式:
非金属矿产加工机械设备
式中k——截面系数,与物料的堆积角有关,可由表9-7查出;
C——倾角系数,由表9-8查出。
表9-7截面系数 表9-8倾角系数
输送成件物品时,设每件物品的质量为M,两件物品之间的距离为a,应有:
非金属矿产加工机械设备
输送能力
非金属矿产加工机械设备
式中Q——输送机的输送能力(t/h);
M——每件物品之间的距离(m);
a——两件物品之间的距离(m);
v——输送带的速度(m/s)。
2.输送带的速度
输送带的输送能力与带速成正比,带速愈低,输送能力愈小,用过小的带速是不经济的。反之,由于输送带在托辊上的运行不是十分平稳的,带速愈大,输送带的抖动也愈大,输送带愈容易损坏,物料也容易从带上抛出。带速应根据物料性质、生产能力、带宽、输送机倾角和装卸方式等来选取。通常较长的水平输送机,应选较高带速,输送机倾角愈大,输送距离短,则应选较低的带速。带式输送机的带速范围可按表9-9选取。
表9-9带式输送机带速推荐值(m/s)
输送成件物品时,为了起卸工作方便,往往取用较小的速度(约0.4~0.7m/s或更小)小)。
3.输送带的宽度
输送机输送散状物料时,根据输送量的大小用下式计算带宽:
非金属矿产加工机械设备
计算后要圆整为标准宽度。
由输送量计算选用的带宽,还要根据输送物料的块度来校核,不同带宽推荐输送的物料最大块度见表9-10。如果带宽不能满足物料块度的要求,则应增加带宽,但是不能单从块度考虑把带宽增加过多,以免造成浪费。
表9-10不同带宽输送物料的最大块度
注:未筛分物料中最大块度的物料不应超过15%。
输送成件物品时,带宽应比物品横向尺寸大50~100mm。
4.输送机的功率
输送机的功率,消耗在将物料提升所作的功和为了克服各种摩擦阻力所作的功上。
提升物料时所消耗的功率N1为
非金属矿产加工机械设备
式中Q——输送机的输送能力(t/h);
H——提升高度(m)。
克服各种摩擦阻力所消耗的功与胶带自重及载运物料的重量有关,胶带自重所引起的摩擦阻力所消耗的功率N2为
非金属矿产加工机械设备
式中L——输送机的长度(m);
v——输送带速度(m/s);
k1——与胶带宽度有关的系数。其值查表9-11。
表9-11系数k1值
因载运物料重量所引起的摩擦阻力而消耗之功率N3为
非金属矿产加工机械设备
式中Q——输送机的运送能力(t/h);
L——输送机的长度(m)。
因此,带式输送机的功率
非金属矿产加工机械设备
式中N——带式输送机的功率消耗(kW);
k2——与输送机长度有关的系数,其值查表9-12。
士——正负号,当向上倾斜运输时取“+”,向下倾斜运输时取“-”。
表9-12系数k2值
对于在中间卸料的带式输送机,还得考虑卸料器的附加功率消耗。
刮板(犁形)卸料器的功率消耗为
非金属矿产加工机械设备
滚筒卸料器的功率消耗为
非金属矿产加工机械设备
式中Q——带式输送机的运送能力(t/h);
B——输送带宽度(m)。
所以,带式输送机的电动机功率为
非金属矿产加工机械设备
式中Nm——电动机功率(kW);
η——传动效率0.85~0.90;
k3——电动机功率储备系数,k3=1.1~1.3;
N卸料——视卸料器的不同,取N刮或N滚(kW)。
5.胶带所受的拉力
主动滚筒拖动胶带对滚筒圆周作用力p为
非金属矿产加工机械设备
式中p——作用力(N);
N——输送机的功率(W);
v——输送带速度(m/s)。
圆周作用力p等于胶带绕过滚筒时来带拉力S1(负荷边拉力),与去带拉力S2(空回边拉力)之差,即
非金属矿产加工机械设备
根据欧拉定律,当胶带在滚筒上不打滑时,就必须符合下列方程式,即
非金属矿产加工机械设备
式中e——自然对数的底e=2.718;
f——胶带在滚筒上的摩擦系数;从表9-13查取;
α——胶带在滚筒上的包角(rad)。
皮带所受的最大拉力Smax也就是滚筒上来的拉力S1,得联立方程式
非金属矿产加工机械设备
解联立方程求S1最大值,得
非金属矿产加工机械设备 表9-13输送带与传动滚筒之间的滑动摩擦系数
根据输送带的最大拉力值,可得输送带带芯帆布层数,即
非金属矿产加工机械设备
式中i——带芯帆布的层数;
Smax——输送带最大拉力值;
m——安全系数,输送带的m值由表9-14查取;
B——带宽(m);
kp——每层帆布每厘米宽度的抗拉强度,通常kp为550~650N/cm。
表9-14输送带的安全系数
6.滚筒尺寸
输送带在滚筒上产生弯曲变形,输送带愈厚,滚筒直径愈小,弯曲变形愈大,输送带的使用寿命愈短;反之,加大滚筒直径,则增加设备的占地面积和购置费用,因此,滚筒直径应根据输送带的厚度合理选择。
由于输送带厚度与带芯帆布的层数有关,故滚筒直径
非金属矿产加工机械设备
式中D——滚筒直径(m);
i——带芯帆布的层数;
k——系数,对于传动滚筒,k′=0.125(硫化胶接头)或k′=0.1(钩卡接头),改向滚筒直径一般取为传动滚筒直径的0.8倍。
滚筒宽度,无论是传动滚筒还是改向滚筒均取为比带宽大100~150mm。
传动滚筒通常应配置在输送带的卸料端,使输送带的承载段成为紧边,这样,输送带的最大张力和需要的拉紧力都比较小,输送带需要的功率也比较小。
7.托辊间距
普通型带式输送机上托辊间距可按表9-15选用。对于轻型带式输送机,按每组托辊承受质量不大于100kg计算,但是,输送散状物料时,间距最大不得超过1.2m。受料处由于承受物料的冲击作用,托辊间距应适当缩小,通常取为上托辊间距的1/2~1/3。
表9-15上托辊间距
三、使用
设计时要认真分析研究运输量、运输距离、带速和带宽之间的关系,作出经济合理的设计。对于带宽的选择要从节约的观点出发,不要太宽,造成不必要的浪费。
带式输送机的安装要求可参阅“机械设备安装工程施工及验收规范(GBJ2-63)”的有关规定。
带式输送机运行时,要经常检查调整带的张紧程度,不要使输送带成蛇行或偏行,两侧如有导向立辊,则应使之保持转动灵活,表面光滑。托辊也要保持转动灵活。
在受料处,物料的落下方向应与输送带运行方向相同。输送带如局部受损,应及时修理,以防损伤扩大。
定期检查各运动部分的润滑,及时加注润滑剂,以减少摩擦阻力。
输送带的连接方法是影响其使用寿命的关键因素之一。如前所述,连接的方法有硫化胶连接和钩卡连接两种,采用硫化胶连接,可以大大延长输送带的使用寿命,在一切有条件的地方,应尽可能采用硫化胶连接。
硫化胶连接一般采用热胶接,其方法是将胶带接头部位的所有布层和胶层按斜角形剖切成对称的差级,层与层之间涂以胶浆使其粘着,然后在一定的压力和温度下保持一定时间,经硫化反应,生橡胶变成硫化橡胶,使接头部位获得足够的强度。
钩卡连接所用的连接件就是皮带扣,连接方法与传动胶带的连接相同。采用钩卡连接时,胶带的连接端部要严格切成直角,否则胶带容易跑偏或扯坏。
表9-16列出了带式输送机的规格和主要技术性能。
表9-16带式输送机的规格和主要技术性能
标签:输送机,带式